

Calitatea unui produs este determinata de caracteristicile sale, care sunt evaluate prin masurare si control. Masurarea unei marimi presupune stabilirea valorii acesteia, controlul sau verificarea prevede in plus fata de masurare si compararea valorii efective stabilita prin masurare cu valoarea prescrisa in documentatia tehnica a produsului.
Pentru ca rezultatul unei masurari sa fie cat mai apropiat de valoarea reala a caracteristicii respective, operatiile de masurare si control tehnic trebuie sa se faca corect, folosindu-se instrumente si aparate de masurat de buna calitate, care sa asigure in acelasi timp precizia ceruta de tehnologie.
Mijloace de masurat lungimi
1. RIGLA GRADATA (Fig. 1)
Se utilizeaza la masurarea lungimilor in timpul prelucrarii pieselor sau la verificarea finala a acestora, precum si la operatii de trasare.

In functie de lungime, riglele pot fi:
- normale, cu lungimea L= 500 … 5 000 mm;
- scurte, cu lungimea L= 200 … 400 mm.
2. SUBLERUL
Este un instrument de masurare cu scara gradata si cu vernier. Cu ajutorul vernierului se citesc dimensiunile masurate cu precizii de: 0,1 ; 0,05 ; 0,02 mm.
Vernierul este o scara ajutatoare executata pe cursorul sublerului, acesta putandu-se deplasa in faţa riglei gradate. Rigla este gradata in milimetri, iar vernerul este gradat in functie de precizia de masurare a sublerului.
In tabelul 1:1 este data corespondenta dintre numarul de diviziuni de pe subler si cel de pe vernier, precum si marimea unei diviziuni de pe vernier.

In figura 2 sunt reprezentate diferite tipuri de verniere, indicandu-se si valorile citite cu ajutorul lor. Citirea dimensiunii masurate cu sublerul se face astfel: se adauga, la numarul de milimetri de pe rigla gradata depasiti de reperul zero de pe vernier, o fractiune care se stabileste in felul urmator:
- se observa a cata diviziune de pe vernier se aliniaza cu una de pe rigla sublerului si se inmulteste cu precizia de masurare a sublerului.
Gradarea vernierului este facuta astfel incat sa usureze citirea fractiunii de milimetru indicata de vernier.
Citirea la sublere

Sublerul de exterior si de interior
Asa cum arata si denumirea, este utilizat la masurarea dimensiunilor exterioare si a celor interioare. Unele tipuri de sublere sunt echipate in plus si cu o tija pentru masurarea adancimii.
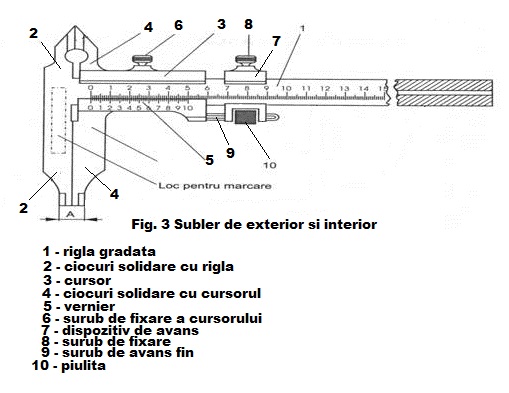
Pentru masurare se aduc suprafetele masuratoare in cotact cu suprafetele piesei (fig. 4), astfel incat sa nu existe joc intre piesa si ciocuri, se strange apoi surubul de fixare al cursorului dupa care se citeste dimensiunea respectiva.

La masuratorile interioare se adauga la dimensiunea citita pe subler valoarea dimensiunii A (marimea ciocurilor sublerului). Valoarea dimensiunii A este data in functie de limita superioara de masurare L a sublerului (tabelul 1.2).

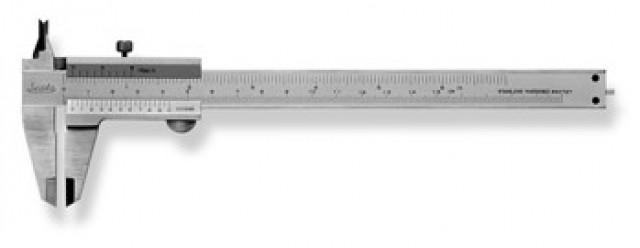
La sublerele de fabricatie mai recenta (fig. 5) pentru masurarea interioarelor nu mai este necesar sa se adauge marimea ciocurilor, intrucat limita inferioara de masurare este zero.
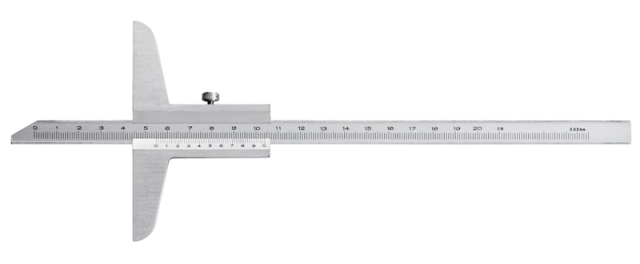
Sublerul de adancime (fig.6)
Se utilizeaza la masurarea adancimii canaelor, gaurilor infundate, pragurilor etc. Precizia de masurare a sublerelor de adancime este de 0,1, 0,05 si 0,02 mm.
Sublerul de trasare (fig.7)
Este utilizat la lucrati de trasare si de masurare a inaltimilor. Varful de trasare este confectionat dintr-un material dur. In vederea trasarii sau masurarii, pe masa de trasare se aseaza atat piesa cat si talpa de baa a sublerului, se regleaza apoi varful in contact cu suprafata piesei si se deplaseaza sublerul paralel cu piesa pe masa de trasare.

3. MICROMETRELE
Sunt aparate de masurat lungimi bazate constructiv pe folosirea unui mecanism micrometric format dintr-o asamblare filetata, care transforma miscarea de rotatie a surubului micrometric intr-o deplasare liniara a tijei micrometrului.
Dupa destinatie, micrometrele pot fi: de exterior, de interior, de adancime si speciale (pentru table, tevi, filete, roti dintate etc.).
Micrometrul de exterior
Este reprezentat in fig. 8. Bratul cilindric este gradat din 0,5 in 0,5 mm, diviziunile succedandu-se de o parte si de alta a unei linii generatoare. In interiorul bratului cilindric se afla dispozitivul micrometric format dintr-o asamblare filetata cu pasul de 0,5 mm. Piulita este fixa, iar surubul este solidar la un capat cu tamburul gradat, iar la celalalt capat cu tija micrometrului.

Tamburul este prevazut cu o scara circulara cu 50 de diviziuni. La o rotatie completa a tamburului, intreg ansamblul tambur-surub micrometric-tija se deplaseaza liniar cu un pas, deci cu 0,5 mm. La o rotatie a tamburului cu o diviziune pe scara circulara, deplasarea tijei este de 0,5/50 = 0,01 mm, valoare care repreinta si precizia de masurare a micrometrului.
Piesa de masurat este cuprinsa intre tija si nicovala, deplasarea tijei facandu-se prin actionarea dispozitivului care limiteaza forta de masurare.
Micrometrele de exterior se construiesc pentru urmatoarele dimensiuni de masurare: 0 – 25 mm; 25 – 50 mm si in continuare din 25 in 25 mm.
Micrometrul de interior cu falci (fig. 9)
Are surubul micrometric solidar cu tamburul gradat, iar piulita dispozitivului micrometric solidara cu cilindrul gradat si cu falca fixa.

Imprimandu-se tamburului o miscare de rotatie prin intermediul dispozitivului de limitare a fortei se va deplasa liniar si falca mobila. Indicatiile sunt inverse decat la micrometrul de exterior. Domeniul de masurare este cuprins in intervalul 5 – 30 mm. Grosimea falcilor fiind egala cu limita inerioara de masurare (5 mm), dimensiunile interioare se citesc direct, fara a mai adauga grosimea falcilor de masurare.
Micrometrul de interior de tip vergea (fig. 10)
Are forma unei vergele terminata cu doua capete de masurare semisferice, un capat fiind solidar cu surubul, iar celalalt cu piulita unei asamblari filetate. Prin rotirea tamburului, capetele de masurare se indeparteaza sau se apropie, in functie de sensul de rotatie.

Un capat de masurare este fixat pe micrometru iar celalalt se poate demonta, permitand astfel intercalarea unor prelungitoare de diferite dimensiuni (15; 25; 50; 100; 150; 200 mm) intre micrometru si capatul de masurare. Limita minima de masurare este de 15 mm, insa, prin intermediul prelungitoarelor, se poate ajunge la o limita maxima de masurare de peste 1 000 mm.
Pentru masurare, micrometrul se introduce in interiorul alezajului si, prin rotirea tamburului tamburului gradat, se aduc suprafetele capetelor de masurare in contact cu peretii piesei. Micrometrul tip vergea nu este prevazut cu dispozitiv de limitare a fortei de masurare.
Micrometrul de adancime (fig. 11)
Se deosebeste din punct de vedere constructiv de celelalte micrometre prin aceea ca este prevazut cu o talpa, iar scarile de pe cilindru si tambur sunt inverse decat la micrometrul de exterior.

Micrometre speciale
Cum le spune si numele, sunt destinate unor masuratori speciale. Pot fi: pentru tevi, pentru table, pentru filet si pentru roti dintate.




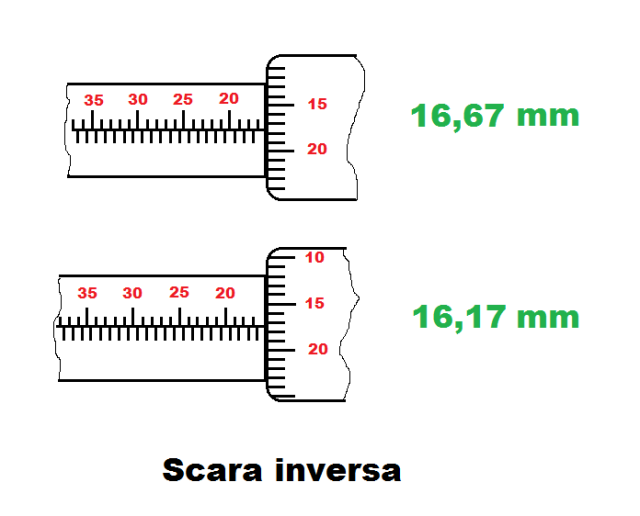
Citirea la micrometre
Dimensiunea masurata cu micometrul se citeste in punctul de intersectie dintre linia generatoare trasata pe cilindrul gradat si marginea tamburului . Pe cilindru se citesc dimensiunile din 0,5 in 0,5 mm, la care se adauga sutimile de milimetru citite pe tambur. Exemplele de citire la micrometre cu scara directa sunt date in figura 16, iar la cele cu scara inversa in figura 17.

4. COMPARATOARELE
Comparatoarele sunt mijloace de masurare cu ajutorul carora se efectueaza masuri relative, adica se determina abaterile dimensiunilor efective fata de dimensiunile nominale ale pieselor. De asemenea, cu comparatoarele se pot determina abaterile de forma si abaterile de pozitie ale pieselor (abateri de la: circuaritate, planeitate, rectilinitate, cilindricitate, paralelism, perpendicularitate etc.)
Dupa constructie, comparatoarele pot fi:
- mecanice
- optice
- electrice
- pneumatice
In mod frecvent in atelierele de lacatuserie-montaj se utilizeaza comparatoarele mecanice dintre care se mentioneaza:
- comparatorul cu cadran circuar, cu valoarea diviziunii de 0,01 mm
- minimetrul, ortotestul, milimessul, cu valoarea diviziunii de 0,001 mm
- pasametrul, cu valoarea diviziunii de 0,02 mm
Elementele principale ale unui comparator sunt: palpatorul, mecanismul de amplificare si mecanismul indicator.
Palpatorul vine in contact cu piesa in timpul masurarii.
Mecanismul de amplificare este format dintr-un sistem de parghii si roti dintate si are rolul de a amplifica, de un numar oarecare de ori, deplasarea palpatorului si de a transmite aceasta deplasare la mecanismul indicator.
Mecanismul indicator reda, pe o scara gradata pe cadran, prin intermediul unui ac indicator, deplasarea palpatorului, si deci abaterea piesei care se controleaza.
Fiecare comparator este caracterizat printr-un raport de amplificare egal cu raportul dintre valorile deplasarilor acului indicator respectiv a palpatorului. Raportul de amplificare se noteaza cu R.
Comparatorul cu cadran circular (fig. 18)
Are cea mai larga utilizare in industria constructoare de masini.
Domeniul de masurare este de la 0 la 10 mm, acul indicator putand executa zece rotatii la 100 de diviziuni.

Minimetrul (fig. 19)
Este un aparat la care amplificarea se realizeaza numai printr-un sistem de parghii. Datorita distantei mici intre cele doua cutite (a=0,1 mm), minimetrele au un domeniu restrans de masurare si anume +/- 10 μm la minimetrele cu scari inguste si de +/- 30 μm la minimetrele cu scari largi.

Mijloace de masurat si verificat unghiuri
1. ECHERELE
Echerele sunt mijloace de verificare a unghiurilor prin metoda fantei de lumina si de trasare a acestora. Echerele se executa cu unghiuri active de 45, 60, 90 si 120°. Cele mai utilizate sunt echerele cu unghiuri active de 90° (fig. 20).

2. RAPORTOARELE
Sunt mijloace de masurare directa a unghiurilor. La masurarile de precizie se utilizeaza doua tipuri de raportoare: mecanice (universale) si optice.
Raportorul universal (fig. 21)
Este folosit pentru masurarea unghiurilor exterioare in intervalul 0 – 320° si a unghiurilor interioare in intervalul 40 – 180°. Principiul constructiv al vernierului circular este identic cu cel al vernierului liniar (la subler). La 29° de pe sectorul gradat corespund 30 de diviziuni pe vernier. Se asigura o precizie de masurare de 2°.

Citirea se face in mod asemanator ca la subler. In dreptul reperului zero de pe vernier se citesc gradele, iar in dreptul reperului de pe vernier care se aliniaza cu un reper de pe scara gradata in grade se citesc minutele.
Una din suprafetele masuratoare este pe rigla fixa, iar a doua pe rigla mobila, echer sau lama mobila.
Mijloace de verificat suprafete
1. RIGLELE
Riglele sunt mijloace de verificare a planeitatii si rectilinitatii. Ele pot fi: cu muchii active, cu fete active si sub forma de pana. Cel mai mult se folosesc riglele cu muchii active (fig. 22).
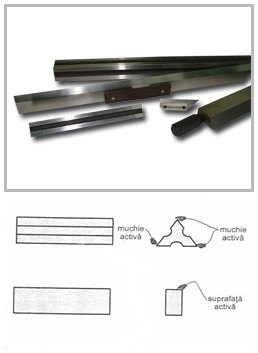
Verificarea planeitatii si rectilinitatii se face la fante de lumina asezandu-se una din muchiile active pe suprafata de verificat si apreciindu-se marimea fantei de lumina dintre rigla si piesa.
2. NIVELELE
Sunt instrumente utilizate la determinarea abaterilor suprafetelor fata de pozitia orizontala sau verticala. Nivelele sunt de doua feluri: simple si cu cadran.
Nivela simpla (fig. 23)
Nivela simpla este compusa dintr-un corp metalic in care este montat un tub de sticla cu eter sau alcool in asa fel umplut incat sa ramana o bula de aer in interior. Tubul este paralel cu baza nivelei. Pe tub sunt trasate doua repere principale, de o parte si de alta a pozitiei mediane, iar de o parte si de alta a acestora o serie de repere secundare.

Suprafata de verificat este orizontala atunci cand bula de aer este incadrata de reperele principale. Nivelele de inalta precizie au sensibilitatea cuprinsa in domeniul 0,02 – 0,06/1000 mm. Prin sensibilitate se intelege inclinarea nivelei pentru care bula de aer se deplaseaza cu o diviziune fata de pozitia centrala.
Nivela cu cadran (fig.24)
Este formata dintr-un cadru, o nivela longitudinala si una transversala. Fetele exterioare ale cadrului sunt dispuse la 90° una fata de alta. Cu ajutorul acestei nivele se pot determina abaterile de la pozitia orizontala pe doua directii si de la pozitia verticala.

Calibre si sabloane de verificat
Calibrele sunt masuri terminale, adica mijloace de masurare fara repere.
1. Calibrele netede (fig.25
Calibrele netede sunt mijloace de verificare cu ajutorul carora se stabileste daca o piesa (alezaj sau arbore) se afla sau nu in campul de toleranta. In functie de piesele care se controleaza, caibrele sunt de doua feluri: pentru verificarea alezajelor (calibre tampon) si pentru verificarea arborilor (calibre potcoava si calibre inel).

Calibrele au doua parti: „partea trece” (T) si „partea nu trece” (NT). „Partea nu trece” are o lungime mai redusa decat „partea trece”. Calibrele tampon se verifica cu mijloace optice de masurare, calibrele potcoava cu cale plan-paralele, iar calibrele inel cu contracalibre.
2. Calibre de interstitii (fig. 26)
Calibrele de interstitii sunt masuri terminae sub forma de lame cu feţele plan-paralele, utilizate la verificarea dimensiunilor inaccesibile altor mijloace de masurare, de exemplu: jocul dintre dintii rotilor dintate, jocul dintre culbutor si capul supapei, abaterea de la planeitate a ghidajelor masinilor-unelte etc.

Mai multe calibre montate pe un ax comun formeaza o trusa, pe fiecare calibru fiind inscrisa valoarea. Dimensiunile se verifica prin incercari, introducand cu joc alunecator calibrele intre suprafetele care se controleaza.
3. Sabloanele (fig.27)
Sunt mijloace de verificare executate din tabla avand diferite profile in functie de piesele care se controleaza. Verificarea se face prin metoda fantei de lumina.
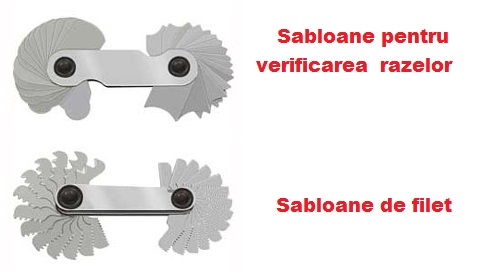
Sabloanele pentru verificarea razelor sunt dispuse in truse, putand fi utilizate la o gama variata de valori a razelor.
Sabloanele de filet servesc la determinarea pasului filetelor. Trusele de sabloane de filet (lere de filet) pot fi pentru filetele metrice sau pentru filetele in inchi.
Mijloace de masurat presiuni
Presiunea p reprezinta forta de apasare F pe unitatea de suprafata A:
p = F / A [daN /cm²]
Aparatele pentru masurarea presiunii pot fi:
- manometre – pentru masurarea suprapresiunilor
- vacuummetre – pentru masurarea depresiunilor
- manovacuummetre – pentru masurarea atat a presiunilor cat si a depresiunior
- barometre – pentru masurarea presiunii atmosferice
Manovacuumetrul cu rezervor (fig.28) este utilizat ca etalon de verificare in laboratoare sau pentru masurarea tirajului camerelor de ardere in industrie.
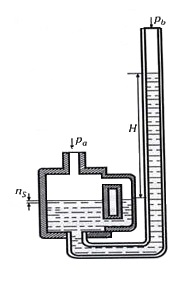
Daca rezervorul se racordeaza la un recipient cu suprapresiune, lichidul se ridica in tubul capilar cu o inaltime H si coboara in rezervor cu vaoarea presiunii citindu-se pe scara gradata.
La masurarea depresiunilor, recipientul se racordeaza la tubul capilar.
Manometrul cu tub elastic (Burdon) (fig. 29)
Este aparatul cel mai frecvent utilizat in industrie pentru masurarea suprapresiunior. Tubul elastic are o sectiune eliptica si este confectionat din aliaje de cupru (Am 63, Am 80, bronz fosforos), iar pentru presiuni mai mari de 250 bar se folosesc oteluri aliate, cu nodul de elasticitate ridicat, sau oteluri inoxidabile pentru medii corosive.
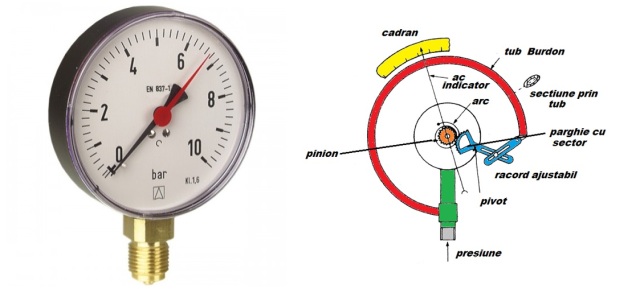
Prin cresterea presiunii prin tub, acesta tinde sa capete o sectiune circulara si sa se indrepte, iar capatul liber actioneaza prin sistemul de parghii si roti dintate acul indicator care oscileaza in fata cadranului gradat in daN/cm².
Intretinerea si pastrarea instrumentelor de masurat si controlat, a sculelor si a dispozitivelor
Instrumentele de masurat si controlat, sculele si dispozitivele utilizate intr-un atelier de lacatuserie-montaj se pastreaza in locuri ferite de umezeala, de agenti corosivi si de praf. In special mijloacele de masurare se livreaza si se pastreaza in cutii de lemn, construite dupa forma acestora.
Inainte de a fi introduse in cutii, atat instrumentele de masurat cat si sculele se sterg cu o carpa curata. In cazulcand acestea se pastreaza o perioada mai indelungata fara a fi utilizate, inainte de depozitare se spala cu neofalina, se usuca si apoi suprafetele neprotejate se acopera cu un strat de ulei sau vaselina. In timpul utilizarii, sculele, dispozitivele si instrumentele de masurat vor fi ferite de lovituri.
